Female infidelity is a rather complex phenomenon. First, with the social ...


A flange is a ring-shaped assembly connection with different thickness, control over its standards is carried out by GOST. This part is used during the installation of pipelines and fastening of special equipment. With the help of flanges, all components and assemblies located throughout the trunk system are connected.
A pipeline element used in the installation of individual sections and equipment to any storage system is called a flange. It can be attributed to auxiliary fittings, since it is a connecting piece between pipes.
With the help of flanges, all components and assemblies located throughout the trunk system are connected. They are used as a regulating link for connecting pumps and other automation. A flange is an assembly connection in the form of a ring having different thicknesses, control over its standards is carried out by GOST.
This part is used during the installation of pipelines and the fastening of special equipment, which is used in many special areas. Flanges are manufactured from materials that allow their use in the intended environment.
The difference and their marking is based on their design. Among many countries, including the Russian Federation, 3 flange standards are very popular:
This GOST applies to all types of flanges and their auxiliary parts. In addition, the standards apply to the connecting elements of devices, machines, tanks, branch pipes, as well as temperature conditions and nominal pressure.
In addition, flanges can be used for joining assembly of equipment and pipe streams.
At the moment of joining, the so-called flat flanges are put on the connecting part of the pipe and welded to the system with two seams. In this embodiment, the pipe flange can only have 1 weld. GOST of a free flange consists of two parts: a ring and the product itself.
The two connectors are easy to install. The ring is attached by welding to the base, and the flange itself has the ability to move freely for quick connection with it using bolts. Such fastening is carried out in poorly accessible places and with frequent repair work. flange connections.
Among the many varieties, there are such flange models:

Many types of products are used in the oil industry. The most common types of flanges:
All flanges listed have their own proven surface, except for the free rotation model. Details that have a special purpose should not be overlooked. These include the following names:
To connect asbestos-cement, steel and cast iron products, a crimp flange is used, which, by its fixation, provides excellent sealing of the system. The flange is characterized by the presence of a rubber grommet and the length of the fitting, which ensures the sealant of the 2 chambers and the distribution of forces directed to the end of the pipeline. This pipe flange ensures that the seal will be flawless.
A wide variety of materials are used for the manufacture of flanges. A common source for their production is carbon steel. Inside, the flange may have a non-identical coating, but different from the used resource. Such products are called lined flanges.
Choosing the type of product, we determine the material required for it. Usually, the manufacture of fasteners depends on the material of the pipe itself. From what we have invented the shape and prepared the surface, it will be seen where to place the sealing ring and gasket.
Connecting parts are:
The connection of pipelines through flanges is considered an advantageous and convenient invention.

Today, the installation of such an attachment is in great demand. There are a huge number of aspects at the time of selection of connections. This question is best solved by a knowledgeable specialist.
To connect the flanges, you need to prepare the bolts. Their presence should be determined by the number of holes in these blanks, and the dimensions and the required diameter of the bolts must be determined taking into account the parts involved for their fastening, and the pressure that is in the line.
Among the fasteners, studs can be used, which are equipped with a rod and nuts on both sides. More affordable is a simple hexagon and a nut with a corresponding thread. The required parameters of fasteners are determined by GOST.
For a sealed connection, gaskets are used. They can be presented in the form of rings or compressed sheets, capable of ensuring that liquid does not penetrate at the joints of pipes or connecting assemblies. Gaskets are made of metal and other materials. During the installation of the gasket, it is necessary to comply with the norm and established rules. The main thing is to prevent leaks at the joints.
To achieve a complete sealant in the connection of the fasteners, you must have the exact components. Before starting the connection process and avoiding unforeseen problems, you need to do the following:
Regardless of which tightening method will be used, it is necessary to thoroughly prepare all the necessary parts at the very beginning and check them for professional compatibility.
The use of flanged connections in pipelines is due to the ease of assembly and the possibility of replacement shut-off valves or shaped products. This design provides a strong connection between the pipeline parts.
Flange connections facilitate the following activities:
Visually, a flange is a piece with a flat surface of a square or round shape. The product has holes for installing fasteners - bolts, studs, washers, nuts.
Several types of flange connections are used in the operation of pipelines:
Flanged connections are used for almost all pipelines with various media. Depending on the characteristics of the transmitted medium, materials are selected for the manufacture of flanges or composite products are made that increase the resistance of metals to special substances.
The flange connection is installed using fasteners and welding. The connection kit has several components:
Flange fasteners consist of several elements - studs or bolts, washers (engravers) and nuts. Fasteners are made from various materials and are used for a specific type of flange, taking into account the hole diameter, expressed in millimeters. Threaded connections have standard thread pitch parameters. Metric type is expressed in millimeters, inch is defined in inches. Requirements for the fastening of the connection are established by regulatory documents and state standards.
When installing flanges, fasteners are used:
Parts of the flange connection kit have unified parameters that meet national and international standards. In our country, GOST standardization is used, DIN is valid in Europe, for a number of countries (Japan, USA and others) the American ANSI / ASME system is applicable.
A clear classification of flanges allows the use of connection elements in different countries without additional adjustment of parameters. Differences in the classification of designations in the standards are easily eliminated using translation tables.
Along with standard products, there is a need for flanges with non-standard diameters and locations for fasteners. Custom-made parts may have tabs, additional holes or grooves. Products are manufactured according to individual orders and drawings, allowing to solve narrow technological problems.
The main element, the flange, is predominantly made from steel (carbon, low alloy, stainless) and cast iron (ductile and gray type). Less often used are polypropylene, titanium, aluminum, bronze, brass. The use of polypropylene has become widespread only in recent years. The installation is mainly made for plastic pipes.
Requirements for the material of the product (brand) are determined temperature regime, pipeline pressure and other parameters. Tables of the dependence of the metal grade on pressure and permissible temperatures are established by standards in GOST. In the standard version, in the production of flanges, a material is used that is identical to the composition of the pipeline or the places where the products are installed.
Special requirements are imposed not only on the material for the manufacture of flanges, but also on the sealing elements of the connection. The gaskets ensure tightness. For their manufacture, technical rubber with various characteristics is used: resistant to acids, alkalis, oils, gasoline, elevated temperatures... The type of gasket and material is determined by the purpose of the pipeline and the characteristics of the connection. Less commonly used materials are: wound, fluoroplastic or asbestos cardboard.
In the production of flanges, several methods are used:
The most productive method, often used for the production of a serial batch, is stamping, carried out in closed forms - dies. The least costly method is to cut sheet steel parts. The method requires additional ultrasonic testing for the absence of cavities.
In the process of manufacturing parts, regular quality control is carried out. The performance of the highways depends on the quality of the flange, in case of failure of which or accidents, the user will incur significant losses. One of the main tests is to check for mechanical integrity and surface evenness.
Currently, a large number of imported equipment is being purchased, adapted to international standards. The enterprises have launched the production of "transitional type" flanges, combining the parameters of different standardization systems.
To protect flange connections from aggressive media, the flanges are coated with special materials that increase the service life. The surface layer of steel is treated with nickel, chromium, zinc and other materials that prevent premature destruction. The type of coverage is determined by the customer.
In Russia, 3 types of connecting flanges of pipelines are used, which differ structurally. The parameters are set by GOSTs. The typical classification of steel flanges used is included in several standards:
Less often, the standardization of GOSTs, adopted for threaded flanges, insulating types for subsea pipelines, and others, is used. These forms of pipe connections have a special purpose and are rare.
As part of the requirements of GOSTs, the features and parameters for each type of flanges are determined:
It is measured in millimeters and indicates the difference in diameters between the fitting and the pipe. The parameters are not the same and are important for steel flat flanges and elements with a welded ring. For collar types of connection parts, this parameter is irrelevant. For the conditional passage, the symbol DU is used using the indices A and B, where the letter A means the diameter of the part, and under B - pipes, expressed in millimeters.
The parameter sets the difference in dimensions between the connecting holes. In some cases, different parameters of diameters expressed in millimeters are used for holes. The parts are manufactured using the standard default for row 2.
The indicator expresses the maximum allowable pressure that can withstand the connection without the occurrence of leaks and destruction. The parameter is influenced by the type of part, material of manufacture, diameter, width of the mating surface. Physical parameters and their influence on the maximum pressure indicator are established by GOST. When using the data, differences in the dimension of the pressure designation are taken into account.
The parameter is required to determine the pressure limit value. The physical interdependence of the pressure and temperature indicators of the transported liquid should be taken into account when passing high-temperature media through pipes. Calculated linear interpolation affects the flange connection capabilities, which are reduced with increasing operating temperatures. GOSTs establish the relationship between temperature and pressure for each type of flange.
One of important points the technological process of mounting flanges is the adjustment of all connection elements. Before installation, measures are taken to prepare parts for installation.
At the preliminary stage, actions are carried out:
Trial installation of the gasket. When re-installing, the used gaskets are not used. If it is not possible to use new seals, several old ones are used.
By tightening the bolts using a specific frequency pattern, joint strength and system tightness are achieved.
When installing the bolts, the following scheme is applied:
If there are 4 bolt holes, the installation is crosswise. During the installation process, a uniform tightening of the fixing elements is achieved. Excessive stress can cause damage to the threaded connection or breakage of studs, washers and bolts. The required tightening torque is specified in the specification.
In the process of installation and tightening of parts, tools are used: a hand wrench, hydraulic wrenches, a pneumatic wrench. Hand tightening the connection fasteners requires a lot of hands-on skill. At the end of the day, the technician carries out a repeated control tightening of the fasteners.
Flange connections are used in plumbing, as well as when working with pipelines of a wide variety of profiles. Due to their bulkiness and high weight, it is more reasonable to use them on large pipelines. For example, in industrial construction, as well as on the central highways of household supply systems.
Exists different types flange connections. All of them are normalized by the corresponding GOST. They differ in size, shape, connection type and many other features. In this article, we will look at the most popular flange connections, give them a description and highlight the main nuances.
Flanged joints are used to form joints in steel and metal pipelines. Mostly, it is permissible to execute flanged connecting assemblies on steel pipes, since they have sufficient strength and reliability.
It should be noted that large diameters are typical for steel pipes and pipelines. And flanges, due to their size and type of fastening, it is reasonable to put only on varieties of relatively large pipes.
Their execution imposes some restrictions on the way of application. It is not that these types of connections cannot be used on samples of pipes smaller than the diameter (up to 50 mm), but this is not always reasonable and too expensive.
An insulating flange connection is too expensive and durable. Its application on side branches of pipelines is not necessary. For these pipes, the conditions for distillation of the carrier are greatly facilitated.
Inside domestic steel pipelines of small dimensions (with a diameter of up to 50-80 mm), as a rule, the working medium is held at a low pressure.
In addition, the current GOST also recommends installing flanges only where necessary. This means that for household pipelines of small diameters, simpler types of connections should be used, for example, standard threaded or compression couplings, conventional welding, etc.
As for the regulatory documents themselves, the main document is, of course, GOST. GOST is a state standard that applies to all joints of pipes and pipelines. There is GOST and flanges. GOST for flanges has the number 12820-80. This is GOST for steel weld-on flanges with a shoulder.

There is GOST for other types of products. Their number section also contains the brand 12820, only at the end it already contains not the number 80, but some other. For example, 12820-50, etc.
The number by which you can see GOST (in our case, 12820-80) is easily found on the Internet. The same GOST 12820-80 is freely available on the network. You can download and view it at any time. It contains all the dimensions of the products, the calculation of flange connections of a specific type and a bunch of other useful information.
Let's figure out the design of pipeline flanges. The design of the flanged connection units largely depends on which particular sample we have in mind.
Looking at the common types, we see that they have several similar details. The flange itself consists of several components.
Its main part is the washer. Washers for flange connections are made from steel round billets of a certain diameter. The washer has a large hole in the center.
The hole diameter is equal to the diameter of the pipes themselves. If we consider a sample of pipes with a diameter of 50 mm, then the inner diameter of the washer for flange connections will be the same. As a result, the execution of connections from flanges is greatly simplified. As well as the selection of a suitable sample.
So, washers for flange connections have a hole in the center, in addition to the central passage, the connecting flange is equipped with several additional holes for retainers, which are located on its circumference.
This refers to a bolt or stud. A bolt or stud is pushed into a hole in the flange and then bolted tight.
Sometimes flanges are equipped with a special protrusion. It is designed to fix the outer part of the washer to the pipe. The type of fixation and its execution are selected separately, depending on the type of future connection.
Flange connections require the use of two such parts. They are called reciprocal. The counter flanges are completely identical to each other. They are mounted on the edges of steel pipes, which must be fixed together.
Installation is carried out by screwing the thread or welding washers with a ledge to the pipe.

Then one connecting flange is brought to the other and tightened with clamps. As the retainers, as we have already noted above, a stud or bolt is used. There is no serious difference between them. You've probably seen the bolts hundreds of times already. The connecting flange uses large bolts with a diameter of 10 mm or more.
The hairpin looks like a bolt. It differs in the absence of a head. A hairpin is essentially a small steel rod with an external thread. The thread on it is cut longitudinal and completely covers the surface of the product.
The hairpin is convenient in that it can tighten the flanges from both sides using two nuts. As a result, the strength of the joint increases, as well as its mobility.
The hairpin is removed in the same way as it is fixed - by loosening one of the nuts. An example of studs can be seen by looking at the performance of the connections in any of the gas pipelines. On them, in most cases, it is the pin that is used as the retainers.
By tightening the fixing bolts, the flanges make it possible to tightly connect any pipe sections, while making them easily accessible for repair and modification. Such a connection is distinguished by the highest strength (if, of course, the stud or bolt is tightened properly), good tightness, reliability.
That is why flanges are so often used when creating industrial pipelines. Welding could be an alternative to them, but the welded part cannot be removed.
An insulating flange connection is worth considering. Household pipelines are characterized by an emphasis on structural strength, the quality of joints and parts.
However, it is also important to isolate individual sections of the system from each other. After all, the design of steel supply systems implies that they are assembled from steel billets, and steel is an excellent conductor of current.
To avoid the occurrence of dangerous situations, they began to use an IC or an insulating connection. In general, IP is a pipe fixing method that allows the use of a connecting element with a special gasket or something similar, without reducing the final strength of the pipeline.
The spacer in the IC acts as an insulator. It is because of her that the IS is able to separate individual pipe branches from each other. Current, if any, is generated in the system, travels through the pipe, enters the insulating joint (IC), and then is extinguished at the same gasket.

The result is a system that is protected from electrical discharges. Installation of several ICs practically eliminates the possibility of accidents due to the passage of current through the pipes. At the same time, their strength and tightness are not compromised in any way.
The standard insulating joint is IC marked with a specific digit appended. For example:
The second number in the marking means the diameter of the connection.
IFS is an abbreviation for insulating flange connection. The design of the IFS almost completely corresponds to the design of the IC.
Except that the IFS predominantly uses rubber gaskets between the flanges. The presence of gaskets increases the strength of the final connection without complicating the overall design.
The simplest example of an IFS is insulated flanges, between which a rubber dielectric gasket is placed. The washers are pulled together with pins, thus fixing the gasket. In the event of a discharge, it will be extinguished at the moment of contact with the IFS.
IFS have a marking similar to IC. Only the design of insulated flange connections should be done with caution.
Example of marking for IFS flanges with a protrusion:
As you can see, there is practically no difference. But there is an important detail. The number in the marking may not correspond to the exact size of the inner diameter of the washer.
For example, IFS-108 has an inner diameter equal to 100 mm, not 108. Part IFS 50, has an inner diameter not 50 mm, but 41 mm. And the part IFS-80, respectively, has a diameter of not 80 mm and 71-72. Specific values are determined by GOST.
The execution of connections of this type rarely leads to any difficulties, but there are all sorts of situations.
For example, a compression joint does not always provide the required strength and tightness: the gaskets can loosen in it. And the strength and reliability of the pipeline is the most important parameter when it comes to industrial systems.
In such cases, overclockers are used. Overclocks - allow you to "overclock" or push the flanges a short distance without completely disconnecting them from each other. That is, it is now possible to seal a compression or any other connection without fully removing the washers, which you will agree is very convenient.
Another interesting device is an obturator. Obturators are mobile plugs of temporary and permanent type. The seals consist of two circular washers held together in parallel. One washer is plugged, the other is open. The obturator is placed between the flanges.
When open, it does not interfere with the flow in the system in any way. When closed, the compression pressure in the pipeline drops and the flow is blocked.
The strength of the valve is such that it is permissible to leave it closed for several months without fear. The seals are mounted on both a compression and a welded flange connection.
The diameter of the obturator must correspond to the inner diameter of the pipe. If it is 50 mm, then, accordingly, it can only be installed on a pipe with a nominal bore of 50 mm.
Flange connections consist of:
Flange proper;
a set of fasteners (studs, nuts, washers);
gaskets (paronite, fluoroplastic, thermally expanded graphite, steel, etc.).
The flange connection is convenient for installation and is in great demand. There are many aspects of the selection of flange connections, which should be addressed only to specialists.
What is a flange and what is it for? Flange - a part of a pipeline designed for the installation of its individual parts, as well as for connecting equipment to the pipeline.
Areas of use The flange is used in the installation of pipelines and equipment in almost all industries. The variety of materials from which flanges are made today allows these products to be used as pipeline fittings under almost any environmental conditions (temperature, humidity, etc.) and in accordance with the environment passing through the pipeline (including aggressive) ...
Flange features and characteristics
There are certain flange characteristics:
1. Constructive. The basis of this group of characteristics is the flange design. On the territory of the Russian Federation and the CIS countries, three flange standards are most widely used:
GOST 12820-80 - steel flat welded flange.
GOST 12821-80 - steel butt-welded flange.
GOST 12822-80 - free steel flange on a welded ring.
The three common flanges mentioned above are designed for connecting pipe fittings and equipment. Due to the design features, the installation conditions for these flanges are different.
Steel flat welded flange. During installation, the flange is "put on" the pipe and welded with two welds around the pipe circumference.
Steel butt weld flange. The installation of such a flange, in comparison with a flat welded flange, provides for only one connecting weld (in this case, it is necessary to butt-joint the end of the pipe and the "collar" of the flange), which simplifies the work and reduces time costs.
Steel loose flange on the welded ring consists of two parts - flange and ring. In this case, of course, the flange and the ring must be of the same nominal diameter and pressure. Such flanges differ in comparison with the above-mentioned ease of installation, since only the ring is welded to the pipe, and the flange itself remains free, which ensures easy joining of the bolt holes of the free flange with the bolt holes of the valve flange or equipment without turning the pipe. They are often used when installing pipeline valves and equipment in a hard-to-reach place or when frequently repairing (checking) flange connections (for example, in the chemical industry).
In addition, it is positive that when selecting free flanges for a stainless steel pipe, in order to save money, it is allowed to use a stainless steel ring, and a carbon flange
Flange types The most commonly used flanges in the petroleum and chemical industries:
with neck for welding
through flange
welded with socket weld
weld-on overlap (free-rotating)
threaded flange
flange plug
When calculating flange connections take into account the following types of loads:
Tightening force of bolts (studs);
Internal or external pressure;
External axial force;
External bending moment;
Forces caused by the constraint of thermal deformations of flange connection elements, including flanges, bolts (pins) and a tube sheet or embedded part clamped between the flanges.
According to the principle of operation, filtration equipment can be divided into two main groups:
Filter classification. The devices in which the filtration process is carried out are called filters... Depending on the method of action, filters are distinguished periodic and continuous actions. Depending on the type of pressure, which creates the driving pressure necessary to push the liquid through the pores of the filtering partition, there are:
filters operating under the action of the hydrostatic pressure of the column of the filtered liquid;
vacuum filters operating under vacuum generated by vacuum pumps;
filter presses working under pressure generated by pumps or compressors.
Depending on the type of filtering partition, all filters can be divided into several groups:
filters with loose or granular baffle;
filters with a fabric partition;
filters with a fixed rigid partition.
The choice of one or another filtering partition is determined by a number of factors; the most important are the chemical properties of the filtered liquid, the operating pressure at which the filtration is carried out, the degree of fragmentation of the solid particles of the filtered mixture, and, finally, the required performance.
The filtration cycle consists of the following operations: filtrate preparation, filtration, sludge washing, sludge unloading.
The performance of the filter depends mainly on the thickness of the cake and increases with its decrease. In this regard, it is necessary to remove the sediment more often so that its thickness does not increase. However, frequent sludge removal is associated with frequent repetitions of work cycles and increased off-time, so the optimum performance of the filtration cycle should be set when maximum performance is achieved.
Periodic filters include:
a) Nutsch filters;
b) Druk filters;
c) frame filter presses;
d) chamber filter presses;
e) leaf filters.
Periodically operating filters: a - a suction filter; b - druk filter,
Continuous filter characterized in that the supply of the suspension, the removal of the sediment or the removal of the thickened suspension are carried out continuously. In batch filters, the continuity of operations is disrupted
are divided into the following types: filters with direct filtration; filters with preliminary settling (with horizontal and vertical arrangement of filter elements); filters with mechanical and hydrodynamic removal of sludge from the filter surface and removal of sludge from the filter
Continuous Filters work, as a rule, under vacuum,
Continuous Filters differ in that the stages of filtration, washing, drying, sediment removal and others are carried out on them sequentially and simultaneously. For this, the filters are equipped with special devices that regulate the sequence and duration of each stage of the process.
Continuous filters include:
a) drum vacuum filters;
b) drum filters working under pressure;
c) disc filters;
d) belt filters;
e) disc vacuum filters;
f) carousel filters.
Adsorption (lat.ad - for, at; sorbeo - I absorb) - an increase in the concentration of a solute at the interface of two phases (solid phase-liquid, condensed phase - gas) due to the uncompensated forces of intermolecular interaction at the phase separation. Adsorption is a special case of sorption, the process, reverse adsorption - desorption.
The absorbed substance, still in the volume of the phase, is called the adsorptive, the absorbed - the adsorbate. In a narrower sense, adsorption is often understood as the absorption of an impurity from a gas or liquid by a solid (in the case of a gas and liquid) or by a liquid (in the case of a gas) - an adsorbent. In this case, as in the general case of adsorption, the impurity is concentrated at the adsorbent-liquid or adsorbent-gas interface. The reverse process of adsorption, that is, the transfer of matter from the interface to the bulk of the phase, is called desorption... If the rates of adsorption and desorption are equal, then one speaks of the establishment of adsorption equilibrium. In a state of equilibrium, the number of adsorbed molecules remains constant for an arbitrarily long time, if the external conditions (pressure, temperature and composition of the system) remain unchanged.
The nature of the adsorption. forces m. b. very different. If these are van der Waals forces, then adsorption is called. physical, if valence (ie, adsorption is accompanied by the formation of surface chemical compounds), - chemical, or chemisorption. Distinguishing features of chemisorption are irreversibility, high thermal effects (hundreds of kJ / mol), activated character. Between physical. and chem. By adsorption, there are many intermediate cases (e.g. adsorption due to the formation of hydrogen bonds). Decomp. Are also possible. types of physical adsorption naib. the manifestation of dispersive intermolecular forces of attraction is universal, since they are approximately constant for adsorbents with any chemistry. nature (so-called nonspecific adsorption). Phys. adsorption can be caused by electrostatic. forces (interaction. between ions, dipoles or quadrupoles); while adsorption is determined by chem. the nature of the adsorptive molecules (the so-called specific adsorption).
Application
Adsorption is a universal and ubiquitous phenomenon that takes place always and everywhere where there is an interface between the phases. Of greatest practical importance is the adsorption of surfactants and the adsorption of impurities from gas or liquid by special highly efficient adsorbents. A variety of materials with a high specific surface area can act as adsorbents: porous carbon (the most common form is activated carbon), silica gels, zeolites, and some other groups of natural minerals and synthetic substances.
Adsorption (especially chemisorption) is also important in heterogeneous catalysis. An example of adsorption plants is given on the nitrogen plants page.
An installation for carrying out adsorption is called an adsorber.
Average temperature head - the temperature head averaged over the heat exchange surface.
The product of the temperature head value by the heat transfer coefficient determines the amount of heat transferred from one medium to another through a unit of heating surface per unit of time, that is, the heat flux density.
Determination of the average temperature head D / is necessary for constructive thermal calculation to find the heat exchange surface. The values of physical constants necessary for calculating the heat transfer coefficients are found from the average temperatures of the coolants from the reference books. The final temperatures of the coolants are determined in the verification calculations of the apparatus. The average temperature head, the temperature distribution of the heat carriers, their average and final temperatures generally depend on the flow pattern of the heat carriers and the ratio of their water equivalents.
Determination of the average temperature head A / is necessary for constructive thermal calculation to find the heat exchange surface. The values of physical constants necessary for calculating the heat transfer coefficients are found from the average temperatures of the coolants from the reference books. The final temperatures of the coolants are determined in the verification calculations of the apparatus. The average temperature head, the temperature distribution of the heat carriers, their average and final temperatures generally depend on the flow pattern of the heat carriers and the ratio of their water equivalents.
Determination of the average temperature head during drying is complicated by the fact that the process takes place under a variable temperature regime of the gaseous medium. The temperature of the material is constantly changing and depends not only on the parameters of the environment, but also on the moisture content of the material.
To determine the average temperature head, it is necessary to know the final water temperature, which is unknown.
To determine the average temperature head, it is necessary to know the final cold air temperature, which is unknown.
To determine the average temperature difference between the particles and the medium in a fluidized bed, it is necessary to know the change in the temperature of the medium along the height of the bed, which, as established in a number of works, changes exponentially, and the intensity of its change, in turn, depends on the intensity of heat transfer.
To determine the average temperature head ТСр, it is necessary to know the temperature of the raw material at the outlet of the convection chamber k - The preliminary value of this temperature has already been determined when calculating the radiation chamber, now it should be clarified.
42. By temperature The reactors are subdivided into adiabatic, isothermal and polythermal (programmable).
Adiabatic reactors with a quiet (without stirring) flow of the reagent stream do not have heat exchange with the environment, since they are equipped with good thermal insulation. All the heat of reaction is accumulated by the flow of reactants.
An isothermal reactor has a constant operating temperature (TP) at all points of the reaction volume during the entire period of its operation. Isothermal process achieved: with the help of heat exchange devices placed in the reaction volume for removal.
Polythermal Reactors are called in which the heat of reaction is only partially compensated by the removal (supply) of heat or processes with a thermal effect that is opposite in sign to the main one. The amount of heat supplied or removed is calculated at the design stage of such reactors. Therefore, they are also called software controlled.
According to the hydrodynamic regime (flow structure), the rectors are divided into three groups.
Ideal (complete) mixing reactors are devices in which the streams of reagents are instantly and evenly mixed throughout the entire reaction volume. This means that the composition and temperature of the reaction mixture in such an apparatus can be considered the same throughout its entire volume. Apparatus of small volume with mechanical stirring of liquid, stirrer rotation frequency not less than 4 s – 1 and homogenization time not more than 8 minutes can be classified as such type of reactors.
Ideal (complete) displacement reactors are devices in which the movement of reagents is piston-like, that is, each previous volume passing through the device does not mix with the next one, since it is displaced by it. In such a device, there is a certain distribution of flow rates over its cross section. As a result, the composition, as well as the temperature of the reaction mixture in the center of the apparatus and at its walls, are different; and temperatures at the inlet and outlet of the apparatus. Such devices include tubular reactors with a ratio of their height to diameter of at least 20 (H / D? 20). However, in large reaction volumes, as a rule, the complete (ideal) displacement mode is violated due to the effect of back mixing.
Reactors with intermediate hydrodynamic regime. This type of apparatus is very widespread in practice. Most often, a deviation from the ideal mixing mode in the reaction volume is observed, for example, in large-volume apparatuses with insufficient mixer rotation frequency, the presence of heat exchangers inside the apparatus, a high feed rate of reagents into a continuous apparatus, etc. In these cases, there are stagnant zones (volumes with little or no mixing), bypass flows in the apparatus, as well as flow slip without mixing through the apparatus.
In plug-flow devices, the regular hydrodynamic regime can be violated as a result of transverse and especially longitudinal stirring of the flow, which leads to a partial equalization of concentrations and temperatures over the cross section and length of the reactor. This is explained by the fact that longitudinal (reverse) mixing accelerates the movement of some elements of the volume, and slows down others, as a result of which their residence time in the reactor becomes different.
One of the techniques for reducing the effect of longitudinal stirring is the sectioning of the reaction volume, as a result of which stirring takes on a local character and the hydrodynamic regime is maintained along the length of the apparatus, which is close to the regime of complete displacement.
Most of the column-type fermenters belong to the apparatus with an intermediate hydrodynamic regime.
The reactor, as an apparatus in which the main process of biotechnology takes place - the formation of a new product as a result of a complex interaction of initial substances, must work efficiently, that is, provide the required depth and selectivity of biochemical transformation. Consequently, a biochemical reactor must satisfy a number of different requirements: to have the required reaction volume, to provide a certain hydrodynamic regime of the movement of reagents, to create the required contact surface of the interacting phases, to maintain the necessary heat exchange in the process, aeration regime, etc.
In an industrial environment critical importance acquires not only the rate of biochemical transformation of a substance, but also the productivity of the equipment, therefore, the choice of the type and design of equipment is one of the main and responsible stages of the implementation of the chemical-technological process.
43
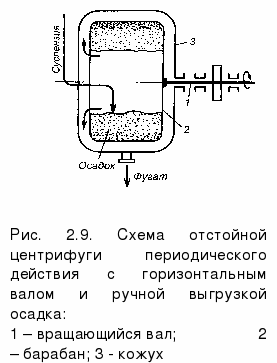
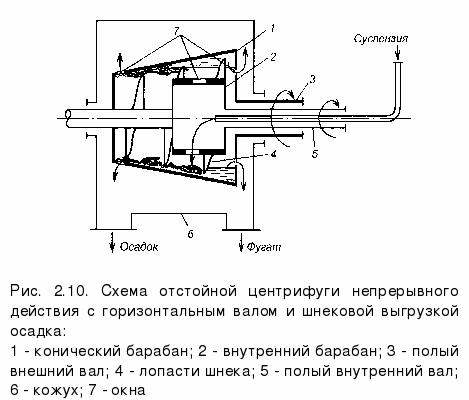
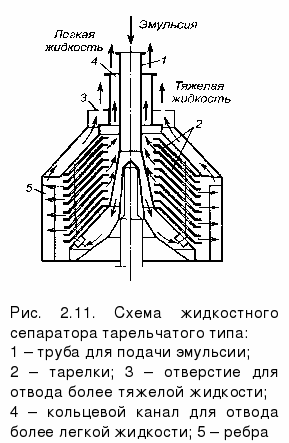
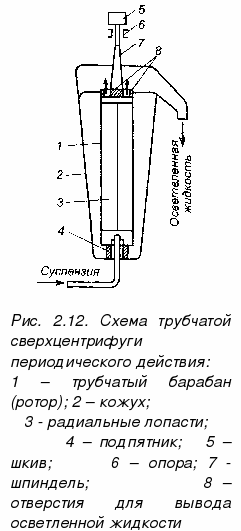
Apparatus for separating heterogeneous systems under the action of centrifugal force The sedimentation rate under the influence of gravity is small and to increase it, sedimentation processes are carried out in the field of centrifugal forces. To create a field of centrifugal forces, one of two methods is usually used: either they provide a rotational movement of the flow in a stationary apparatus, or the flow is directed into a rotating apparatus. In the first case, the process is carried out in cyclones, in the second - in settling (settling) centrifuges... Centrifugal forces in the cyclone (Fig. 2.7) are created due to the tangential supply of gas to the cylindrical body of the apparatus 1. Due to this gas injection, it acquires a rotational motion around the pipe located along the axis of the apparatus and designed to remove the cleaned gas. Dust particles under the action of centrifugal force are thrown to the walls of the housing 1 and enter the unloading hopper 3. The smaller the cyclone radius, the greater the centrifugal force acceleration and the higher the separation factors. However, a decrease in the radius of the cyclone leads to an increase in the flow rate and an increase in hydraulic resistance. Therefore, at high flow rates of dusty gas, instead of one cyclone of large diameter, several cyclone elements of a smaller size are installed, combined in one housing and operating in parallel. Such devices are called battery cyclones(fig. 2.8). 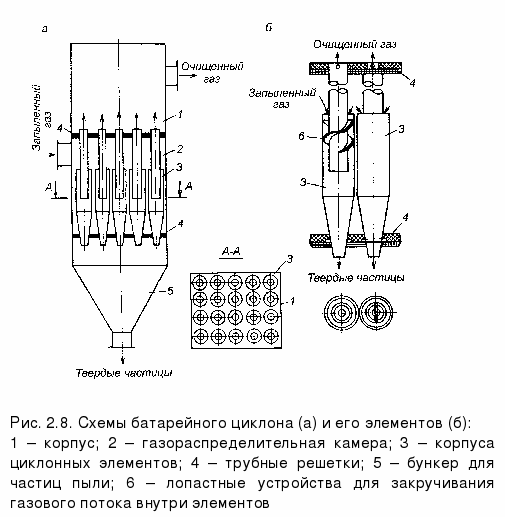 Since it is difficult to provide a tangential supply of dusty gas to each element of the cyclone, another principle of creating swirling flows is used - the installation of fixed blades on the inner tubes of the cyclones. To settle solid particles from a liquid in a centrifugal force field, use hydrocyclones, which differ from ordinary cyclones in the proportions of individual parts and details. Large centrifugal forces and high separation factors can be achieved in sedimentation centrifuges... In fig. 2.9 shows the diagram batch settling centrifuge... The main part of the centrifuge is a solid drum 2, mounted on a rotating shaft 1. Under the action of centrifugal force, solid particles from the suspension are thrown to the walls of the drum, forming a sediment layer. The clarified liquid (centrate) is poured into the stationary body 3 (casing) and is removed through the branch pipe in its lower part. At the end of settling, the centrifuge is stopped and the sediment is manually discharged. In fig. 2.10 shows continuous settling centrifuge with horizontal shaft and screw sludge discharge... The suspension enters the inner drum through a pipe and is thrown out through the windows into a rotating conical settling drum, where it is separated under the action of centrifugal force. The clarified liquid (centrate) rushes into the wide part of the drum, flows into the stationary casing and is removed from it through the branch pipe. The sludge settles on the walls of the drum and moves with the help of the screw, due to the small difference in the rotational speed of the drum and the screw. Slop centrifuges for emulsion separation are often referred to as separators... Continuous disc-type separators are widespread (Fig. 2.11). The emulsion through the central pipe enters the lower part of the rotating drum (rotor), equipped with a package of conical baffles - plates with holes. Passing through the hole, the emulsion is distributed in thin layers between the plates. During separation, the heavier liquid is thrown by centrifugal force against the wall of the drum, moves along it and is removed through the hole. The lighter fluid moves to the center of the drum and is removed through the annular channel. The path of movement of liquids is shown by arrows. The drum rotation speed is 5000 - 7000 rpm. If a finely dispersed suspension is separated, then separators with plates without holes are used. The solid dispersed phase of the suspension is deposited on the surface of each tray (except for the upper one), slides off them and accumulates near the wall of the drum. The clarified liquid moves to the center of the drum, rises and leaves it. The sludge is unloaded manually or automatically. Disc separators are characterized by high performance and high separation quality. Centrifuges with a very high speed (up to 60 thousand rpm) and large separation factors (over 3500) are called ultracentrifuges or supercentrifuges. The enormous centrifugal forces arising in them are used to separate finely dispersed suspensions and emulsions. In order to achieve large separation factors, supercentrifuges have a small radius. In a tubular supercentrifuge of periodic action (Fig. 2.12), the suspension flows through a pipe into a rapidly rotating drum 1, enclosed in a casing 2. Inside the tubular drum (rotor) with solid walls, there are radial blades 3 that prevent the liquid from lagging behind the walls of the drum during its rotation. The solid particles of the suspension settle on the walls of the drum, and the clarified liquid is thrown out of it through the holes at the top 8 and removed from the upper part of the casing. The sediment is removed manually periodically after stopping the centrifuge and disassembling the drum. Such centrifuges are used only for separating suspensions with a low solid content (no more than 1%). To separate the emulsion, continuous tubular supercentrifuges are used, which are distinguished by a more complex device in the upper part of the rotor, which allows separated liquids to be removed separately.
Since it is difficult to provide a tangential supply of dusty gas to each element of the cyclone, another principle of creating swirling flows is used - the installation of fixed blades on the inner tubes of the cyclones. To settle solid particles from a liquid in a centrifugal force field, use hydrocyclones, which differ from ordinary cyclones in the proportions of individual parts and details. Large centrifugal forces and high separation factors can be achieved in sedimentation centrifuges... In fig. 2.9 shows the diagram batch settling centrifuge... The main part of the centrifuge is a solid drum 2, mounted on a rotating shaft 1. Under the action of centrifugal force, solid particles from the suspension are thrown to the walls of the drum, forming a sediment layer. The clarified liquid (centrate) is poured into the stationary body 3 (casing) and is removed through the branch pipe in its lower part. At the end of settling, the centrifuge is stopped and the sediment is manually discharged. In fig. 2.10 shows continuous settling centrifuge with horizontal shaft and screw sludge discharge... The suspension enters the inner drum through a pipe and is thrown out through the windows into a rotating conical settling drum, where it is separated under the action of centrifugal force. The clarified liquid (centrate) rushes into the wide part of the drum, flows into the stationary casing and is removed from it through the branch pipe. The sludge settles on the walls of the drum and moves with the help of the screw, due to the small difference in the rotational speed of the drum and the screw. Slop centrifuges for emulsion separation are often referred to as separators... Continuous disc-type separators are widespread (Fig. 2.11). The emulsion through the central pipe enters the lower part of the rotating drum (rotor), equipped with a package of conical baffles - plates with holes. Passing through the hole, the emulsion is distributed in thin layers between the plates. During separation, the heavier liquid is thrown by centrifugal force against the wall of the drum, moves along it and is removed through the hole. The lighter fluid moves to the center of the drum and is removed through the annular channel. The path of movement of liquids is shown by arrows. The drum rotation speed is 5000 - 7000 rpm. If a finely dispersed suspension is separated, then separators with plates without holes are used. The solid dispersed phase of the suspension is deposited on the surface of each tray (except for the upper one), slides off them and accumulates near the wall of the drum. The clarified liquid moves to the center of the drum, rises and leaves it. The sludge is unloaded manually or automatically. Disc separators are characterized by high performance and high separation quality. Centrifuges with a very high speed (up to 60 thousand rpm) and large separation factors (over 3500) are called ultracentrifuges or supercentrifuges. The enormous centrifugal forces arising in them are used to separate finely dispersed suspensions and emulsions. In order to achieve large separation factors, supercentrifuges have a small radius. In a tubular supercentrifuge of periodic action (Fig. 2.12), the suspension flows through a pipe into a rapidly rotating drum 1, enclosed in a casing 2. Inside the tubular drum (rotor) with solid walls, there are radial blades 3 that prevent the liquid from lagging behind the walls of the drum during its rotation. The solid particles of the suspension settle on the walls of the drum, and the clarified liquid is thrown out of it through the holes at the top 8 and removed from the upper part of the casing. The sediment is removed manually periodically after stopping the centrifuge and disassembling the drum. Such centrifuges are used only for separating suspensions with a low solid content (no more than 1%). To separate the emulsion, continuous tubular supercentrifuges are used, which are distinguished by a more complex device in the upper part of the rotor, which allows separated liquids to be removed separately. 
44. Apparatus in which absorption processes are carried out are called absorbers. Like other mass transfer processes, absorption occurs at the interface. Therefore, absorbers must have a developed contact surface between liquid and gas. According to the method of formation of this surface, absorbers can be conditionally divided into the following groups : superficial and film, packing, bubbling(disc-shaped), spraying.
Surface and film absorbers
In absorbers of this type, the phase contact surface is a mirror of a stationary or slowly moving liquid, or the surface of a flowing liquid film.
Surface absorbers... These absorbers are used to absorb highly soluble gases (for example, to absorb hydrogen chloride in water). In these devices, gas passes over the surface of a stationary or slowly moving liquid (Fig. XI-6). Since the contact surface in such absorbers is small, several devices connected in series are installed, in which gas and liquid move countercurrently to each other. In order for the liquid to be mixed along the absorbers by gravity, each subsequent apparatus along the course of the liquid is placed slightly lower than the previous one. To remove the heat released during absorption, coils are installed in the apparatus, cooled with water or another cooling agent, or the absorbers are placed in a vessel with running water.
A more advanced apparatus of this type is the absorber, which consists of a series of horizontal pipes irrigated from the outside with water. The required liquid level in each element 1 of such an apparatus is maintained using a threshold 2.
Plate absorber consists of two systems of channels: gas and absorbent move in counterflow through channels 1 of a large section, a cooling agent (as a rule, water) along channels 2 of a smaller section. Plate absorbers are usually made of graphite, since it is chemically resistant and conducts heat well.
Surface absorbers are of limited use due to their low efficiency and bulkiness.
Film absorbers. These devices are more efficient and compact than surface absorbers. In film absorbers, the phase contact surface is the surface of the flowing liquid film. There are the following types of apparatus of this type: 1) tubular absorbers; 2) absorbers with flat-parallel or sheet packing; 3) absorbers with an upward motion of the liquid film.
Tubular absorber similar in design to a vertical shell-and-tube heat exchanger. The absorbent enters the upper tube sheet 1, is distributed through the tubes 2 and flows down their inner surface in the form of a thin film. In devices with a large number of pipes, special distribution devices are used for a more uniform supply and distribution of liquid through the pipes. The gas moves through the pipes from bottom to top towards the flowing liquid film. To remove the heat of absorption, water or other cooling agent is passed through the annular space.
Absorber with plane-parallel packing... This apparatus is a column with a sheet packing 1 in the form of vertical sheets of various materials (metal, plastics, etc.) or tightly stretched fabric panels. In the upper part of the absorber there are distribution devices 2 for uniform wetting of the sheet packing on both sides.
Upward film absorber consists of pipes 1, fixed in tube sheets 2. Gas from chamber 3 passes through nozzles 4, located coaxially with pipes 1. The absorbent enters the pipes through slots 5. Gas moving at a sufficiently high speed entrains the liquid film in the direction of its movement (from bottom to top ), i.e. the device operates in the upward forward flow mode. At the outlet of pipes 1, the liquid is drained onto the upper tube sheet and removed from the absorber. To remove the heat of absorption, a cooling agent is passed through the annular space. To increase the degree of extraction, absorbers of this type are used, consisting of two or more stages, each of which operates according to the principle of direct flow, while in the apparatus as a whole, gas and liquid move countercurrently to each other. In devices with upward motion of the film, due to high velocities of the gas flow (up to 30-40 m / sec), high values of the mass transfer coefficients are achieved, but, at the same time, the hydraulic resistance of these devices is relatively high.
Packed absorbers
Columns filled with packing — solids of various shapes — are widely used in industry as absorbers. In the packed column (Fig. 7), the packing 1 is placed on the support grids 2, which have holes or slots for gas passage and liquid drainage. The latter, with the help of the distributor 3, evenly irrigates the packing bodies and flows down. Along the entire height of the packed bed, uniform distribution of liquid over the column cross section is usually not achieved, which is explained by the wall effect — the higher packing density in the central part of the column than at its walls. As a consequence, the liquid tends to spread from the central part of the column to its walls. Therefore, to improve the wetting of the packing in columns of large diameter, the packing is sometimes laid in layers (sections) with a height of 2-3 m and under each section, except for the lower one, liquid redistributors 4 are installed.
In a packed column, the liquid flows through the packing element mainly in the form of a thin film, therefore, the contact surface of the phases is mainly the wetted packing surface, and packing devices can be considered as a type of film. However, in the latter, the film flow of liquid occurs along the entire height of the apparatus, and in packed absorbers - only along the height of the packing element. When liquid flows from one element of the packing to another, the liquid film is destroyed and a new film is formed on the underlying element. In this case, part of the liquid passes through the layers of the nozzle located below in the form of streams, drops and splashes. Part of the surface of the nozzle is wetted with a stationary (stagnant) liquid.
The main characteristics of the packing are its specific surface area a (m 2 / m 3) and free volume e (m 3 / m 3). The free volume for a non-porous packing is usually determined by filling the packing with water. The ratio of the volume of water to the volume occupied by the nozzle gives the value e. The equivalent diameter of the nozzle is found by the formula
Hydrodynamic regimes. Packed absorbers can operate in various hydrodynamic modes.
First mode –– film–– observed at low irrigation densities and low gas velocities. The amount of liquid retained in the packing in this mode is practically independent of the gas velocity.
Second mode - freeze mode. With the counterflow of the phases, due to an increase in the frictional forces of the gas against the liquid, the liquid is decelerated by the gas flow on the contact surface of the phases. As a result, the flow rate of the liquid decreases, and the thickness of its film and the amount of liquid retained in the nozzle increase. In the suspension mode, with an increase in the gas velocity, the wetted surface of the packing increases and, accordingly, the intensity of the mass transfer process. In the suspension mode, the smooth flow of the film is disturbed: vortices, splashes appear, i.e. conditions are created for the transition to bubbling. All this contributes to an increase in the intensity of mass transfer.
Third mode - emulsification mode–– arises as a result of accumulation of liquid in the free volume of the packing. The accumulation of liquid occurs until the force of friction between the flowing liquid and the gas rising along the column balances the force of gravity of the liquid in the packing. At the same time, an appeal occurs or inversion phases (liquid becomes a continuous phase, and gas becomes dispersed). A gas-liquid dispersed system is formed, which in appearance resembles a bubbling layer (foam) or a gas-liquid emulsion. The emulsification mode begins in the narrowest section of the packing, the packing density of which, as indicated, is not uniform over the column cross section. By carefully adjusting the gas flow, the emulsification mode can be set over the entire height of the nozzle. In this case, the hydraulic resistance of the string increases sharply.
The emulsification mode corresponds to the maximum efficiency of packed columns, primarily due to an increase in the contact surface of the phases, which in this case is determined not only (and not so much) by the geometric surface of the packing, but by the surface of bubbles and gas jets in the liquid filling the entire free volume of the packing. However, when the string is operating in this mode, its hydraulic resistance is relatively high.
It is advisable to work in the modes of suspension and emulsification if the increase in hydraulic resistance is not significant (for example, in absorption processes carried out at elevated pressures). For absorbers operating at atmospheric pressure, the value of the hydraulic resistance may turn out to be unacceptably high, which will necessitate the operation in the film mode. Therefore, the most effective hydrodynamic regime in each specific case can be established only by technical and economic calculation.
In conventional packed columns, maintaining the emulsification regime is very difficult. There is a special design of flooded packed columns called emulsifying(Figure XI-14). In column 1, the emulsification mode is established and maintained with the help of a drain pipe made in the form of a hydraulic seal 2. The height of the emulsion in the apparatus is regulated by means of valves 3. For a more uniform distribution of gas over the cross section of the column, it has a tray 4. Emulsification columns can be considered as packed only conditionally. In these columns, the phase interaction mechanism approaches the bubbling one.
The load limit of packed absorbers operating in film mode is the point of emulsification, or inversion. In conventional packed columns, the film mode is unstable and immediately turns into flooding. Therefore, this point is called flooding point packed columns. With an increase in the irrigation rate, the limiting gas velocity decreases. At the point of inversion, the gas velocity also decreases with an increase in the viscosity of the liquid and a decrease in its density. At the same gas and liquid flow rates, the gas velocity corresponding to the inversion point is higher for a larger packing.
Fourth mode - carryover mode, or reverse motion of liquid carried out from the apparatus by the gas flow. This mode is not used in practice.
45. Let us consider the principles of calculating recuperative heat exchangers, which are widely used in HHT systems.
The heat transfer equation, in which the local difference (t W 1 -t W 2) is replaced by the average temperature difference for the entire heat exchange surface (average temperature head)? T av, is the main one in this calculation:
46. Pipes. Applications and features of strength calculation.
Transport of substances The pipe effectively separates the outside from the inside, while allowing the latter to move. Pipes are used to transport various substances, including poisonous, aggressive ones, in various states of aggregation: solid phase (bulk), liquid phase (various kinds of liquid), gas phase (steam, gas). Also pipes are used for transporting documents - pneumatic mail Technological needs Pipes are also used to transmit pressure as an impulse for process needs. Construction of buildings and structures Water intake pavilion, made using different types pipes Pipes (as well as non-tubular profiles) are more economical than solid supporting structures with the same load resistance. Round and profiled pipes are often used as structural elements, independent elements: composite rigid metal structures: beams, crossbeams, supports, booms, spans; metal frames of buildings, for example, for subsequent cladding with sandwich panels Foundation elements: bored piles, hollow piles, pile, columnar foundations, supports for fences, bridges; Decorative items; Communication protection Pipes are used to protect electrical wires, both power and data, and to protect optical fiber.
|
|
|
|
Various media transported in thermal power plants are characterized by a pressure of approximately 0.05 to 300 bar and a temperature from 10 to 535 ° C, in some cases even up to 650 ° C. Due to this, pipe strength calculation must be carried out in strict accordance with the established requirements. Before choosing a material, possibly with the assistance of appropriate experts, it should be decided to which of the various fields of use the calculated element should be attributed. Up to a temperature of 300 ° C, special steels can be used without a guarantee of heat-resistant properties and calculations for the strength of pipes. Depending on the acceptance tests, the maximum working head is negotiated. At temperatures above 300 ° C, products with guaranteed heat-resistant properties are used in accordance with DIN 17175 and 17177. Calculation of the strength of pipes is a very important and crucial moment. The steels used can be divided into the following groups: Carbonaceous St 35.8, St 54.8. Chromomolybdenum 15MoZ, 13CrMo44, 10CrMo910. Heat-resistant fine-grained structural steels 15CuMoNb5, UMoNb5, 17MnMoV64, 20MnMo45. Doped with vanadium 14МоV63, Х20СrМоV121. Typical uses for these metal groups: Medium and low head piping for power plants, power supply systems and live steam. Cold intermediate and supply systems of power plants. Live steam pipelines of medium industrial power plants at temperatures up to 525 ° C. For the needs of nuclear power plants. For power plants and power supply systems. Live steam pipelines at temperatures over 560 ° C. In order to ensure the reliability and durability of the line, it is necessary to make a high-quality calculation of the strength of the pipes. This will avoid system downtime, loss of time and money. Very often the designer has to choose from two or three steels with different strength parameters and different costs. In this case, you should choose the metal that has the minimum cost and meets the established requirements for elasticity and the permissible rate of temperature change. Within the limits of strength analysis of pipes and other typical areas of research mentioned above, steels with higher heat-resistant properties should always be preferred, both technically and economically. An exception may be intermediate pipelines of power plants of power supply systems, which, for technical reasons, should not be too thin-walled. Otherwise, it is difficult to hot bend within the required ovality. Steam and condensate lines are not corrosive if the relevant operating instructions are followed, therefore such systems do not have an internal protective coating. External painting is also not required if they have a heat-insulating layer. Cooling water pipelines transport oxygenated or high-salt liquids, so they are coated from the inside with either paint or another protective layer. If they are buried in the ground, more external protection... Products carrying a vapor-air mixture are also subject to increased corrosion, for example, pipelines of degassing installations transporting wet steam. In this case, austenitic stainless and acid-resistant steels are used or products with a galvanized surface, requiring a preliminary calculation of the pipe strength. |
47.The main heat exchange element is a coil - a pipe bent
according to a specific profile.
The coil is immersed in the liquid in the body of the device.
The speed of movement is low due to the large section of the body of the apparatus, which
causes low values of the coefficients of heat transfer from the external
coil walls to liquid (or vice versa). To increase this
the heat transfer coefficient increase the speed of fluid movement by
installation in the body of the device, inside the coil, glass. In this case
the liquid moves along the annular space between the walls of the apparatus and
glasses with increased speed... Often in immersed heat exchangers
coils are installed from straight pipes connected by rolls.
Due to the simplicity of the device, low cost, availability,
the outer walls of the coil for cleaning and inspection, the possibility of work
coils at high pressures, these heat exchangers find enough
wide application in industry. Submersible coil
heat exchangers have a relatively small heat exchange surface (up to
SUBMERSIBLE COIL HEAT EXCHANGERS are used in
chemical industry for heat exchange between media, one of the
which is under high pressure... These heat exchangers consist of
flat or cylindrical coils immersed in a vessel with liquid
working environment. Other liquid or gaseous media under pressure
passed through pipes.
Serpentine cooler (fig. 13), designed for cooling
nitrogen-hydrogen mixture, consists of four annular sections 1 included
parallel to the flow of gas and water. To the outer and inner sides of the casing
5 of each section 3 collectors are attached for inlet and outlet from the sections
cooling water. Section collectors are offset from one another
90 °. Gas is supplied to each section from the top along a vertical manifold
2 and is distributed over 14 flat-spiral coils 4 welded to it,
located one above the other. The cooled gas mixture is discharged through
the same collector at the inner shell of the casing. Between the coils
29installed spiral sheet steel baffle communicating with water
the direction of movement in a spiral along the turns of the coils is countercurrent to the gas.
Figure 13 Serpentine cooler
These heat exchangers are characterized by good ability to
self-compensation for temperature stresses and low hydraulic
resistance. Their disadvantage is the complexity of manufacturing and installation.
48. A catalytic process is a set of ordinary chemical reactions (in solution, on a surface or in a gas), but the set is special, having a cyclic character.
According to the conditions of carrying out, catalytic processes are homogeneous (the reaction proceeds in the volume of a solution or in the volume of the gas phase) and heterogeneous (the reaction proceeds on the surface of a solid). In the presence of two phases (liquid-liquid, liquid-solid), catalysts are also used - carriers of reagents from one phase to another (phase transfer catalysis). In this case, phase-transfer catalysts perform not only the physical (transport) function, but also significantly affect the reactivity of the transferred particle.
49. Crystallization - the process of phase transition of a substance from a liquid state to a solid crystalline state with the formation of crystals. A phase is a homogeneous part of a thermodynamic system, separated from other parts of the system (other phases) by an interface, when passing through which the chemical composition, structure and properties of a substance change in jumps.
Crystallization is the process of separating a solid phase in the form of crystals from solutions or melts; in the chemical industry, the crystallization process is used to obtain substances in a pure form.
Crystallization begins when a certain limiting condition is reached, for example, supercooling of a liquid or supersaturation of vapor, when many small crystals appear almost instantly - crystallization centers... Crystals grow by attaching atoms or molecules from a liquid or vapor. The growth of crystal faces occurs layer by layer; the edges of unfinished atomic layers (steps) move along the face during growth. The dependence of the growth rate on the crystallization conditions leads to a variety of growth forms and crystal structures (polyhedral, lamellar, acicular, skeletal, dendritic and other forms, pencil structures, etc.). In the process of crystallization, various defects inevitably arise.
The number of crystallization centers and the growth rate are significantly influenced by the degree of hypothermia.
The degree of supercooling is the level of cooling of the liquid metal below the temperature of its transition to the crystalline (solid) modification. S. p. is necessary to compensate for the energy of the latent heat of crystallization. Primary crystallization is the formation of crystals in metals (alloys and liquids) during the transition from a liquid to a solid state.
50. In homogeneous systems, all reacting substances are in any one phase: gaseous (g), liquid (g) or solid (t). In heterogeneous systems, reactants are in different phases, gas-liquid (g - g), gas-solid (g - t), liquid-solid (l - t), two immiscible liquids (l - g) and two solid phases ( t - t). The most common systems in industrial processes are g - f, g - t and z - t. Sometimes three or four phases are involved in industrial processes, for example, g - z - t, g - z - g, g - z - t - t Usually, only the main components are taken as separate phases and the presence of small amounts of impurities is not taken into account. So, for example, in systems L - L and L - T often contains a gas phase, since the processes are carried out in the presence of air or other gases, or in the presence of vapors, since the liquid components partially evaporate. But the gas phase is taken into account only if it has a significant effect on the process. Some processes begin in a homogeneous environment, and then, as a result of the appearance of a new phase, the system turns into a heterogeneous one. For example, in the production of polystyrene, benzoyl peroxide is added to liquid styrene and heated, while styrene polymerization occurs with the formation of a new phase - solid polystyrene. The reaction rate in homogeneous systems is higher than in heterogeneous ones, since in the first case the reactions proceed at the level of individual molecules (the so-called microlevel). Therefore, in practical conditions, they usually strive to convert a heterogeneous process into a homogeneous one (by melting or dissolving solid reacting substances, absorption or condensation of gases). The contact surface of the phases can be increased mainly due to the appropriate instrumentation of the process, i.e. by using reactors of different design. For example, in the Ms system, the process is often carried out in packed towers or hollow towers. In the first case, the nozzle is sprayed with liquid, which, flowing down, wets the nozzle (Fig. 4.8). The gas passes through the packing and comes into contact with the liquid that wets the packing. The surface of the liquid, i.e. the contact surface of the phases (F), the larger, the larger the packing volume per unit volume of the passed gas, the smaller the packing size and the more developed the packing surface. In some cases, in systems M - g the process is carried out in bubbling and foam devices, in which gas in the form of separate bubbles bubbled through the liquid layer. In this case, the contact surface is the inner surface of the bubbles: the smaller the size of the gas bubbles and the higher the liquid layer, the larger the surface F. For the r - t system, an increase in the contact surface of the phases is achieved by grinding the solid phase. The gaseous substance is brought into contact with the crushed starting substance in a variety of ways, for example, solid particles of the substance are placed on the shelves of the reactor, and the gas flow moves above the shelves. In other cases, a finely divided solid precursor is sprayed into a gaseous precursor stream in a hollow volume; thus, pulverized fuel is burned in the furnaces of steam boilers. In reactors with a fluidized (fluidized) bed, the contact surface of the phases is the larger, the finer the particles of granular material and the higher the layer of this material.
Shell and tube heat exchangers are designed for heating, cooling, condensation and evaporation of liquid, gas, steam and their mixtures in oil, oil refining, petrochemical, chemical, gas and other industries.
According to the method of heat transfer, heat exchangers are subdivided into surface heat exchangers, where there is no direct contact of heat carriers, and heat transfer occurs through a solid wall, and mixing, where heat carriers are in direct contact. Surface heat exchangers, in turn, are subdivided into recuperative and regenerative, depending on the simultaneous or alternate contact of the heat carriers with the wall separating them.
Heat exchangers are structurally divided into:
voluminous one of the media has a significant volume in the heat exchanger, one medium is concentrated in a large tank, the second flows through the coil;
express(shell-and-tube) media move at a sufficiently high speed to increase the heat transfer coefficient, many small tubes are located in one large (casing), the media move one in the annular space, the other inside the tubes, usually the tubes contain a more "dirty" environment, since they are lighter clean;
plate heat exchanger consists of a set of plates, the media move between the plates, easy to manufacture (stamped plates are folded with spacers between them), easily modified (plates are added or removed), good efficiency (large contact area through the plates).
plate-fin heat exchanger Unlike a plate heat exchanger, it consists of a system of dividing plates, between which there are ribbed surfaces - nozzles, attached to the plates by soldering in a vacuum.
Finned plate heat exchangers, OPT consists of thin-walled ribbed panels made by high-frequency welding, connected alternately with a turn of 90 degrees. Due to the design, as well as the variety of materials used, high temperatures of heating media, low resistances, high rates of the ratio of the tele-transmitting area to the mass of the heat exchanger, long service life, low cost, etc. are achieved. Often used for waste gas heat recovery.
spiral heat exchanger consists of two spiral channels wound from roll material around the central dividing wall - the core, the media move through the channels. One of the purposes of spiral heat exchangers is the heating and cooling of highly viscous liquids.
Advantages and disadvantages Shell and tube heat exchangers are characterized by resistance to water hammer, reduced requirements for the cleanliness of media, relatively low heat transfer coefficient and, as a result, large dimensions and areas required for maintenance, as well as high prices due to high metal consumption. In addition, the repair of such heat exchangers is usually associated with the plugging of damaged tubes, which leads to a decrease in the heat exchange area. Therefore, usually heat exchangers are selected with a large margin over the surface, which also determines their large dimensions. The attempt at condensate control on horizontal shell-and-tube heat exchangers is challenging. This is due to the fact that with a slight change in the level of condensate, the heat exchange area changes nonlinearly and much more significantly. Nevertheless, modern shell-and-tube heat exchangers in terms of efficiency, heat transfer coefficient and dimensions approach plate and shell-and-plate heat exchangers. This is achieved through the use of so-called flow turbulators - baffles in the tubes and the annular space, as well as corrugated tubes in which the medium flow is strongly turbulized, which leads to an increase in the heat transfer coefficient, and, as a consequence, to a decrease in size. Recently, vertical shell-and-tube heat exchangers have been used to reduce the use of production space. They make it possible to organize condensate control if required.
52. Method of strengthening holes
In shells, bottoms and some other parts of chemical apparatus, it is very often required to have various kinds of holes: for fittings, pipe inlets, hatches, manholes, etc. Such holes weaken the corresponding wall of the apparatus and therefore in many cases (especially with large diameters holes) require strengthening. Distinguish between unreinforced and reinforced holes. Unreinforced holes are considered to be for pipe flaring, for threads, as well as holes that are sealed with any gates. The holes can be partially reinforced.
Temperature stresses in heat exchangers of a rigid structure arise at different temperatures of the pipes and the casing, as well as when their temperatures are the same, but the pipes and the casing are made of different materials, the elongation coefficients of which are very different.
Temperature stresses in pipes and casings are aT = Q / F.
It is desirable that the temperature stresses in the tubes and the casing be no more than 0.5 [a].
If the stresses are too high, additional lenses must be installed to reduce the axial force.
For example, during the start-up period, temperature stresses may occur that are significantly higher than during normal operation.
In some critical devices, they even develop a special starting temperature regime in order to prevent excessive temperature stresses during start-up.
There are no thermal stresses in floating head and U-tube heat exchangers.
In multi-pass heat exchangers, with a significant temperature difference of the coolant, temperature stresses are also possible due to the difference in tube temperatures at different points of the tube bundle.
It is impossible to compensate for these stresses.
In a rigid shell-and-tube heat exchanger, tensile stresses always arise due to the pressure both in the tubes and in the shell.
Flange is a method of connecting pipes, valves, pumps and other equipment to form a piping system. This connection method allows easy access for cleaning, inspection or modification. Flanges are usually threaded or welded. A flange connection consists of two bolted flanges and a gasket between them to ensure tightness.
Pipe flanges are available in a variety of materials. Flanges have machined surfaces and are made from cast iron and nodular cast iron, but the most commonly used material is forged carbon steel.
The most commonly used flanges in the petroleum and chemical industries:

Special flanges
Except for the flanges mentioned above, there are a number of special flanges, such as:
Example of a 6 "- 150 # -S40 weld-on shoulder flange
Each ASME B16.5 flange has a number of standard sizes. If a designer from Japan, or a person preparing a project for launch in Canada, or a pipeline installer in Australia speaks of a 6 "-150 # -S40 weld-on flange conforming to ASME B16.5, then he means the flange shown below. 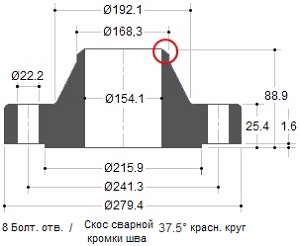
When ordering a flange, the supplier would like to know the quality of the material. For example, ASTM A105 is a stamped carbon steel flange while A182 is a stamped alloy steel flange. Thus, by the rules, both standards must be specified for the supplier: Welding flange 6 "-150 # -S40-ASME B16.5 / ASTM A105.
PRESSURE CLASS
The pressure class or classification for flanges will be in pounds. Different names are used to indicate the pressure class. For example: 150 Lb or 150Lbs or 150 # or Class 150 mean the same thing.
Forged steel flanges have 7 main classifications:
150 Lbs - 300 Lbs - 400 Lbs - 600 Lbs - 900 Lbs - 1500 Lbs - 2500 Lbs
The flange classification concept is clear and straightforward. A class 300 flange can handle higher pressures than a class 150 flange because a class 300 flange has more metal and can handle higher pressures. However, there are a number of factors that can affect the ultimate flange pressure.
EXAMPLE
Flanges can withstand different pressures at different temperatures. As the temperature rises, the flange pressure class decreases. For example, a Class 150 flange is rated for approximately 270 PSIG under conditions the environment, 180 PSIG at 200 ° C, 150 PSIG at 315 ° C, and 75 PSIG at 426 ° C.
Additional factors are that flanges can be made from a variety of materials such as alloy steel, cast and ductile iron, etc. Each material has different pressure classes.
PARAMETER "PRESSURE-TEMPERATURE"
The pressure-temperature class defines the operating, maximum permissible overpressure in bar at a temperature in degrees Celsius. Linear interpolation is allowed for intermediate temperatures. Interpolation between designation class is not allowed.
Temperature-pressure classifications
The Temperature-Pressure class applies to flange connections that comply with bolting and gasket restrictions that are made in accordance with good practice for assembly and alignment. It is the user's responsibility to use these classes for flange connections that do not meet these restrictions.
The temperature shown for the respective pressure class is the temperature of the inner shell of the part. Basically, this temperature is the same as that of the contained liquid. In accordance with the requirements of the current codes and regulations, when using a pressure class corresponding to a temperature different from the flowing fluid, all responsibility lies with the customer. For any temperature below -29 ° C, the grade should be no higher than when used at -29 ° C.
As an example, below you will find two tables with material groups according to ASTM and two other tables with temperature-pressure classes for these materials according to ASME B16.5.
| ASTM materials group 2-1.1 |
|||
| Nominal designation |
Stamping |
Casting |
Plate |
| C-Si | A105 (1) | A216 Gr.WCB (1) |
A515 Gr. 70 (1) |
| C-Mn-Si | A350 Gr.LF2 (1) | - | A516 Gr. 70 (1), (2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1 (3) | - | A537 Cl.1 (4) |
| 3½Ni |
A350 Gr.LF3 |
- | - |
NOTES:
|
|||
| Temperature-Pressure Class for ASTM Materials Group 2-1.1 Working pressure by class |
|||||||
| Temperature ° C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| from 29 to 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Temperature-Pressure Class for ASTM Materials Group 2-2.3 Working pressure by class |
|||||||
| Temperature ° C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| from 29 to 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
The shape and design of the flange surface will determine where the O-ring or gasket will be located.
The most commonly used types are:
Raised face, the most applicable type of flange, and is easy to identify. This type is so named because the surface of the gasket protrudes from the surface of the bolted joint. 
Diameter and height are determined according to ASME B16.5 using pressure class and diameter. In the pressure class up to 300 Lbs the height is about 1.6 mm, and in the pressure class from 400 to 2500 Lbs the height is about 6.4 mm. The flange pressure class determines the height of the surface protrusion. The purpose of the (RF) flange is to concentrate more pressure on a smaller gasket area, thereby increasing the ultimate pressure of the connection.
For the parameters that determine the height of all flanges described in this article, dimensions H and B are used, with the exception of a flange with a lap joint, it is necessary to understand and remember the following:
In pressure classes 150 and 300 Lbs, the shoulder height is about 1.6 mm (1/16 inch). Almost all suppliers of flanges of these two classes indicate in their brochures or catalogs the dimensions H and B, including the surface of the shoulder (see Fig. 1 below) 
In pressure classes 400, 600, 900, 1500 and 2500 Lbs, the shoulder height is 6.4 mm (1/4 inch). In these grades, many suppliers indicate H and B dimensions without including the height of the projection (see Fig. 2 above)
You will find two sizes in this article. The top row of dimensions does not include the height of the projection, and the dimensions in the bottom row include the height of the projection.
FLAT SURFACE (FF - Flat Face)
For a flange with a flat face (full face), the gasket is in the same plane as the bolted connection. Most often, flat face flanges are used where the counter flange or fitting is cast. 
A flat face flange is never connected to a flange that has a shoulder. According to ASME B31.1, when joining flat cast iron flanges to carbon steel flanges, the shoulder on the steel flange must be removed and the entire surface must be sealed with a gasket. This is to keep the thin, brittle cast iron flange from cracking due to the shoulder of the steel flange.
FLANGE WITH SLOT FOR RING SEAL (RTJ - Ring Type Joint)
RTJ flanges have grooves cut into their faces, into which steel O-rings are inserted. The flanges are sealed due to the fact that when the bolts are tightened, the gasket between the flanges is pressed into the grooves, deformed, creating a close contact - metal-to-metal. 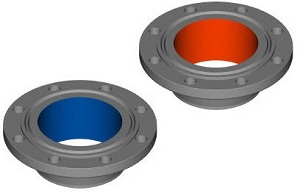
The RTJ flange may have a shoulder with an annular groove in it. This lip does not serve as any kind of seal. For RTJ flanges that are sealed with O-rings, the raised surfaces of the connected and tightened flanges may contact each other. In this case, the compressed gasket will no longer carry additional loads, tightening the bolts, vibration and displacement will no longer crush the gasket and will reduce the tightening force.
Metal O-rings are suitable for use when high temperatures and pressures. They are made keeping in mind the right choice material and profile and are always applied in the corresponding flanges, ensuring a good and reliable seal.
The O-rings are designed to be sealed by an "initial line of contact" or wedging between the mating flange and the gasket. By applying pressure to the seal through bolting, the softer metal of the gasket penetrates the fine structure of the stiffer flange material and creates a very tight and effective seal. 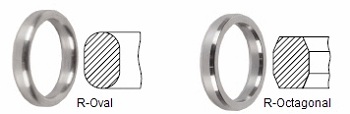
Most used rings:
R-Oval type according to ASME B16.20
Suitable for ASME B16.5 flanges of pressure class 150 to 2500.
R-Octagonal type according to ASME 16.20
Improved design over the original R-Oval. However, they can only be used for slotted flat flanges. Suitable for ASME B16.5 flanges of pressure class 15 to 2500.
FLANGES WITH SEALING AND SURFACE TYPE PROTECTION-DOWN (LMF - Large Male Face; LFF - Large Female Face)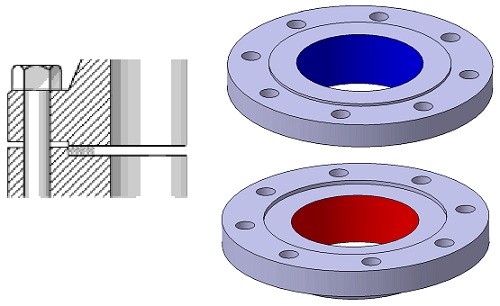
Flanges of this type must match. One flange face has an area that extends beyond the normal flange face ( dad). The other flange, or mating flange, has a corresponding recess ( Mother) made in its surface.
Semi-free spacer
FLANGE WITH SEALING SURFACE TYPE SHIP-SLOT
(Protrusion - Tounge Face - TF; Hollow - Groove Face - GF)
Flanges of this type must also match. One flange has a ring with a projection (tenon) made on the surface of this flange, while a groove is grooved on the surface of the counterpart. Such surfaces are commonly found on pump covers and valve covers.
Fixed gasket
FLAT SURFACE AND SLOT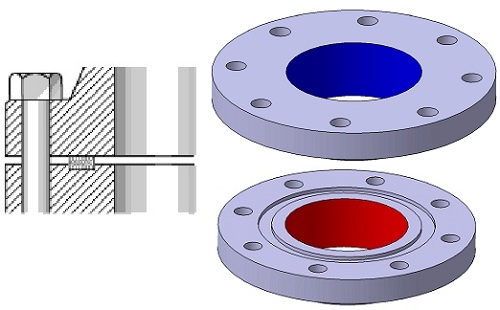
Fixed gasket
FLANGE FINISHING
ASME code B16.5 requires the flange face (shoulder and flat face) to have a specified roughness to provide a good seal when combined with the gasket. 
The final corrugation, concentric or helical, requires 30 to 55 grooves per inch, resulting in a roughness between 125 and 500 micro-inches. This will allow flange manufacturers to process any grade of metal flange gasket.
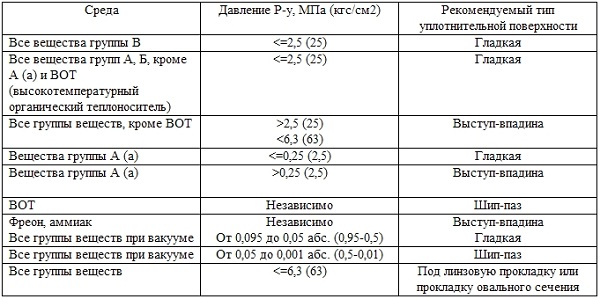
For pipelines transporting substances of groups A and B of technological objects of the I category of explosion hazard, it is not allowed to use flange connections with a smooth sealing surface, except for the cases of using spiral-wound gaskets.
MOST USED SURFACES
Roughing
| Most commonly used in any flange machining because it is suitable for almost all normal operating conditions. When compressed, the soft surface of the gasket will enter the machined surface, which will help create a seal, and there will be a high level of friction between the connected parts. Finishing for these flanges is done with a radius cutter with a radius of 1.6 mm at a feed rate of 0.88 mm per revolution for 12 ". For 14" and up, machining is done with a 3.2 mm radius cutter at a feed rate of 1.2 mm vice versa. |
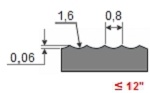 |
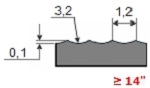 |
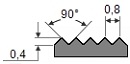 It can be a continuous or phonographic spiral groove, but it differs from roughing in that the groove is obtained by using a 90 degree cutter, which creates a V-profile with a corrugation angle of 45 °.
It can be a continuous or phonographic spiral groove, but it differs from roughing in that the groove is obtained by using a 90 degree cutter, which creates a V-profile with a corrugation angle of 45 °. Concentric cut.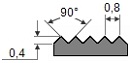 As the name suggests, machining consists of concentric grooves. A 90 ° cutter is used and the rings are distributed evenly over the entire surface.
As the name suggests, machining consists of concentric grooves. A 90 ° cutter is used and the rings are distributed evenly over the entire surface.
Smooth surface.![]() Such processing does not visually leave traces of the instrument. Such surfaces are typically used for gaskets with a metallic surface, such as double clad, strip steel, or corrugated metal. A smooth surface helps create a seal and depends on the flatness of the opposite surface. Typically, this is achieved by the contact surface of the spacer formed by a continuous (sometimes called phonographic) spiral groove made with a 0.8 mm radius cutter, at a feed rate of 0.3 mm per revolution, and a depth of 0.05 mm. This will result in a roughness between Ra 3.2 and 6.3 micrometers (125-250 micro-inches)
Such processing does not visually leave traces of the instrument. Such surfaces are typically used for gaskets with a metallic surface, such as double clad, strip steel, or corrugated metal. A smooth surface helps create a seal and depends on the flatness of the opposite surface. Typically, this is achieved by the contact surface of the spacer formed by a continuous (sometimes called phonographic) spiral groove made with a 0.8 mm radius cutter, at a feed rate of 0.3 mm per revolution, and a depth of 0.05 mm. This will result in a roughness between Ra 3.2 and 6.3 micrometers (125-250 micro-inches)
GASKETS
Gaskets are required to make a tight flange connection. 
A spacer is compressed sheets or rings used to create a watertight connection between two surfaces. The gaskets are manufactured to withstand extreme temperatures and pressures and are available in metallic, semi-metallic and non-metallic materials.
For example, the principle of sealing might be to compress a gasket between two flanges. The gasket fills in microscopic spaces and irregularities in the flange surfaces and then forms a seal that prevents leakage of liquids and gases. Correct and careful installation of the gasket is required in order to prevent leaks in the flange joint.
This article will describe gaskets conforming to ASME B16.20 (Metallic and semi-metallic gaskets for pipe flanges) and ASME B16.21 (Non-metallic, flat gaskets for pipe flanges)
BOLTS
Bolts are required to connect the two flanges to each other. The number will be determined by the number of holes in the flange, and the diameter and length of the bolts will depend on the type of flange and its pressure class. The most commonly used bolts in the petroleum and chemical industry for ASME B16.5 flanges are studs. The hairpin consists of a threaded rod and two nuts. Another type of bolt available is a regular hex head bolt with one nut.
Dimensions, dimensional tolerances, etc. have been defined in ASME B16.5 and ASME B18.2.2, materials in various ASTM standards.
TORQUE
To obtain a tight flange connection, proper installation of the gasket is necessary, the bolts must have the correct tightening torque, and the total tension from the tightening must be evenly distributed throughout the flange. 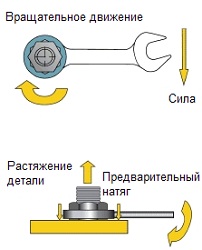
The required stretching is carried out due to the tightening torque (application of a preload to the mount by turning its nut).
The correct tightening torque for the bolt will make the best use of its elastic properties. To do its job well, the bolt must behave like a spring. During operation, the tightening process applies an axial, pre-load to the bolt. Of course, this tensile force is equal to the opposite compressive forces applied to the assembly components. It can be called the tightening force or the tensile force.
TORQUE KEY
A torque wrench is the general name for a hand held tool that is used to apply precise torque to a connection, be it a bolt or a nut. This allows the operator to measure the rotational force (torque) applied to the bolt, which must match the specification. 
Choosing the correct flange bolt tightening technique takes experience. The correct application of any of the techniques also requires qualifications, both of the tool that will be used and the person who will do the job. The most commonly used bolt tightening methods are listed below:
Correct installation of the gasket is the key to reducing these effects. When installing the gasket, it is necessary to bring the flanges together and smoothly and parallel, with the least tightening torque, tighten the 4 bolts, following the correct tightening sequence. This will reduce operating costs and increase safety.
Correct gasket thickness is also important. The thicker the gasket, the higher its creep, which in turn can lead to a loss of tightening torque. The ASME standard recommends a 1.6 mm gasket for grooved flanges. Thinner materials can operate at higher gasket loads and therefore higher internal pressures.
LUBRICATION REDUCES FRICTION
The lubricant reduces friction during tightening, reduces bolt breakage during installation and increases service life. Changing the coefficient of friction affects the amount of preload achieved at a given torque. A higher coefficient of friction results in less torque-to-preload conversion. The value of the coefficient of friction provided by the lubricant manufacturer must be known in order to accurately set the required amount of torque.
Grease or anti-seize joints should be applied to both the bearing nut surface and the male threads.
TIGHTENING SEQUENCE First pass, lightly tighten the first bolt, then the next opposite it, then a quarter turn in a circle (or 90 degrees) to tighten the third bolt and, opposite, the fourth. Continue this sequence until all bolts are tightened. When tightening flanges with four bolts, use a criss-cross pattern.
First pass, lightly tighten the first bolt, then the next opposite it, then a quarter turn in a circle (or 90 degrees) to tighten the third bolt and, opposite, the fourth. Continue this sequence until all bolts are tightened. When tightening flanges with four bolts, use a criss-cross pattern.
FLANGE MOUNTING PREPARATION
To achieve tightness in flange connections, all components must be accurate.
Before starting the connection process, the following steps should be taken to avoid future problems:
Female infidelity is a rather complex phenomenon. First, with the social ...

This method of cooking bell pepper was brought by my mother from ...

When updating a game, it's best to get familiar with new content and new ...